


हमारी सटीक मोड़ क्षमताएं असाधारण सटीकता प्रदान करती हैं: आयामी सटीकता (व्यास सहिष्णुता ±0.003–0.01 मिमी, लंबाई सहिष्णुता ±0.005–0.02 मिमी, चरण ऊंचाई ±0.01 मिमी, फिट सहनशीलता H5-H7); ज्यामितीय और स्थितीय सटीकता (गोलाई 0.002–0.005 मिमी, बेलनाकारता 0.003–0.008 मिमी, सांद्रता 0.005–0.01 मिमी, लंबवतता 0.008–0.02 मिमी, समानता 0.01–0.03 मिमी, रनआउट 0.01–0.02 मिमी); सतह की गुणवत्ता (खुरदरापन Ra 0.2-1.6 μm; सटीक टर्निंग मशीनिंग Ra 0.4 μm; अल्ट्रा-प्रिसिजन टर्निंग Ra 0.1–0.2 μm); आयामी स्थिरता (बैच विचलन ±0.005 मिमी, सीपीके ≥ 1.67, स्थिर 6σ क्षमता); और उपकरण परिशुद्धता (स्पिंडल रोटेशन सटीकता 0.001-0.002 मिमी, स्थिति सटीकता ±0.002 मिमी, दोहराने योग्यता ±0.001 मिमी)।
|
आयामी सटीकता |
आयुध डिपो |
पहचान |
टी(सी) |
डी पी |
R |
|
इकाई:±/मिमी |
0.002 |
0.002 |
0.002 |
0.002 |
0.002 |
|
ज्यामितीय सटीकता |
गोलाई |
समाक्षीयता |
सीधा |
बेलनाकारता |
प्रोफ़ाइल सहिष्णुता |
|
इकाई:±/मिमी |
0.002 |
0.004 |
0.002 |
0.004 |
0.002 |
|
उत्पादन क्षमता |
1~999999 पीसी |
1~999999 पीसी |
1~999999 पीसी |
1~999999 पीसी |
1~999999 पीसी |
|
उत्पादन चक्र |
3-20 दिन |
3-20 दिन |
3-20 दिन |
3-20 दिन |
3-20 दिन |
सानलुओ प्रिसिजन सटीक मोड़ के लिए उन्नत उपकरणों का उपयोग करता है: उच्च-परिशुद्धता खराद (MAZAK/DMG MORI/OKUMA; 5,000 आरपीएम स्पिंडल गति; सी-अक्ष/वाई-अक्ष प्रक्षेप; ±0.003 मिमी परिशुद्धता); स्विस-प्रकार के खराद (CITIZEN/STAR/TSUGAMI; लंबाई-से-व्यास अनुपात ≥50:1; 0.005 मिमी सांद्रता); 5-अक्ष टर्न-मिल केंद्र (एकल-सेटअप मशीनिंग); हाइड्रोस्टैटिक बीयरिंग (0.001 मिमी घूर्णी सटीकता; तरल-ठंडा स्थिर-तापमान मुआवजा); आयातित काटने के उपकरण (क्योसेरा/मित्सुबिशी/सैंडविक; पीवीडी कोटिंग); लेजर जांच (स्वचालित मुआवजे के साथ ±0.001 मिमी इन-प्रोसेस निरीक्षण); और सीएमएम (0.003 मिमी ऑफ-लाइन निरीक्षण)।
सटीक टर्निंग मशीनिंग में विशेषज्ञता वाले एक पेशेवर निर्माता के रूप में, सानलुओ प्रिसिजन सख्त प्रक्रिया नियंत्रण बनाए रखता है: सटीक टूलपाथ प्रोग्रामिंग, पैरामीटर अनुकूलन और सिमुलेशन के लिए सीएएम सॉफ्टवेयर; सटीक पैरामीटर नियंत्रण (तेजी से स्टॉक हटाने के लिए एपी=1-3 मिमी के साथ रफ टर्निंग; परिशुद्धता बढ़ाने के लिए एपी=0.2-0.5 मिमी के साथ सेमी-फिनिश टर्निंग; आयामी सटीकता सुनिश्चित करने के लिए एपी=0.05-0.15 मिमी के साथ फिनिश टर्निंग); थर्मल विरूपण को कम करने के लिए निरंतर तापमान काटने वाला तरल पदार्थ (20 डिग्री सेल्सियस); पहले लेख का पूर्ण-आयाम निरीक्षण (बैच उत्पादन केवल सीएमएम/व्हाइट-लाइट इंटरफेरोमीटर सत्यापन के बाद शुरू होता है); एसपीसी (सांख्यिकीय प्रक्रिया नियंत्रण) एक्सबार-आर चार्ट, वास्तविक समय सीपीके गणना, प्रवृत्ति विश्लेषण और निवारक समायोजन का उपयोग करता है; और उपकरण जीवन की निगरानी (खराब होने पर स्वचालित प्रतिस्थापन और क्षतिपूर्ति मूल्य अपडेट)। हम वैश्विक ग्राहकों को पेशेवर, अनुकूलित सटीक टर्निंग सेवाएँ प्रदान करते हैं।
|
पैरामीटर श्रेणी |
विवरण |
|
नमूना |
हार्डिंग® टी सीरीज एसपी® |
|
कोर अनुप्रयोग |
अल्ट्रा-प्रिसिजन मशीनिंग और हार्ड टर्निंग |
|
उपकरण क्षमता |
12 उपकरण |
|
धुरी गति |
4,000 आरपीएम, 5,000 आरपीएम, 6,000 आरपीएम |
|
मानक शक्ति |
11 किलोवाट, 15 किलोवाट, 26 किलोवाट |
|
कुल मिलाकर आयाम |
लंबाई: 2,489 मिमी, 3,257 मिमीचौड़ाई: 2,121 मिमी, 2,312 मिमीऊंचाई: 2,089 मिमी, 2,123 मिमी |
|
मशीन वजन |
5,940 किग्रा, 7,800 किग्रा |
|
विशिष्ट उपयोग |
परिशुद्धता मोड़ मशीनिंग भागों प्रसंस्करण |
|
पैरामीटर श्रेणी |
विवरण |
|
नमूना |
136सीएनसी उच्च परिशुद्धता टर्निंग सेंटर |
|
ब्रांड |
शाउब्लिन |
|
कोर पोजिशनिंग |
उच्च परिशुद्धता और दक्षता का संयोजन, कठोर परिशुद्धता मशीनिंग कार्यों में सक्षम |
|
तापमान नियंत्रण प्रणाली |
पूर्ण मशीन तापमान नियंत्रण प्रणाली थर्मल विरूपण को रोकने के लिए सभी घटकों को स्थिर तापमान पर काम करती रहती है |
|
मुख्य परिशुद्धता |
गोलाई: 0.2 μm; सतह खुरदरापन: Ra 0.05 μm |
|
बुर्ज प्रणाली |
बिल्कुल नए सॉटर बुर्ज से सुसज्जित, टूल पोस्ट पोजीशनिंग सटीकता: ±1 μm |
|
सी-अक्ष सटीकता |
2 आर्कसेकंड |
|
मशीनिंग क्षमता |
एचआरसी65 तक कठिन मोड़, टाइटेनियम मिश्र धातु मशीनिंग |
|
मुख्य लाभ |
बेहतर मशीनिंग सटीकता और उत्कृष्ट स्थिरता |
|
विशिष्ट अनुप्रयोग |
परिशुद्धता मोड़ भागों प्रसंस्करण |
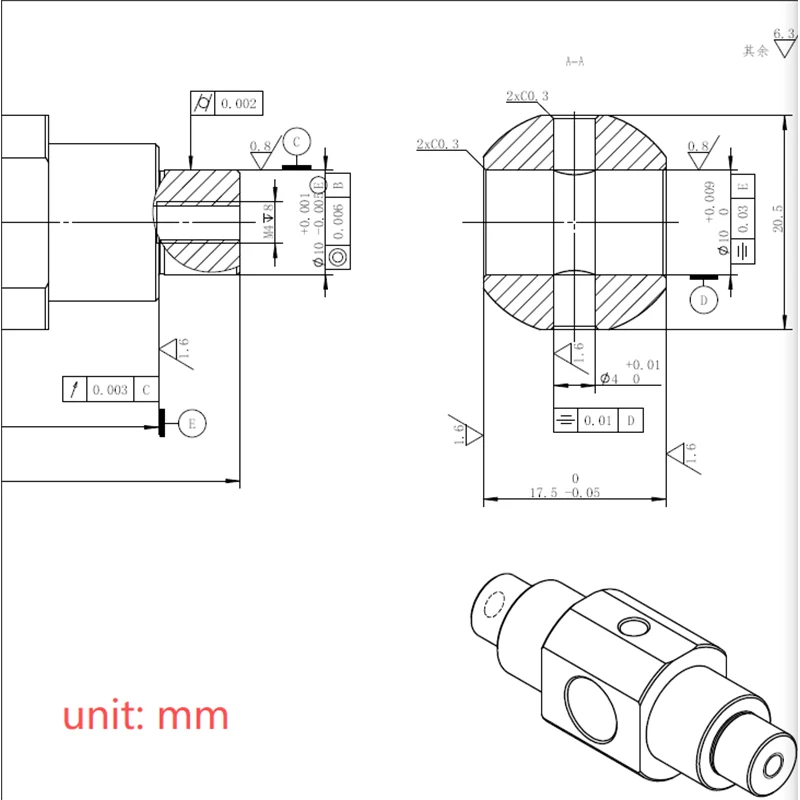


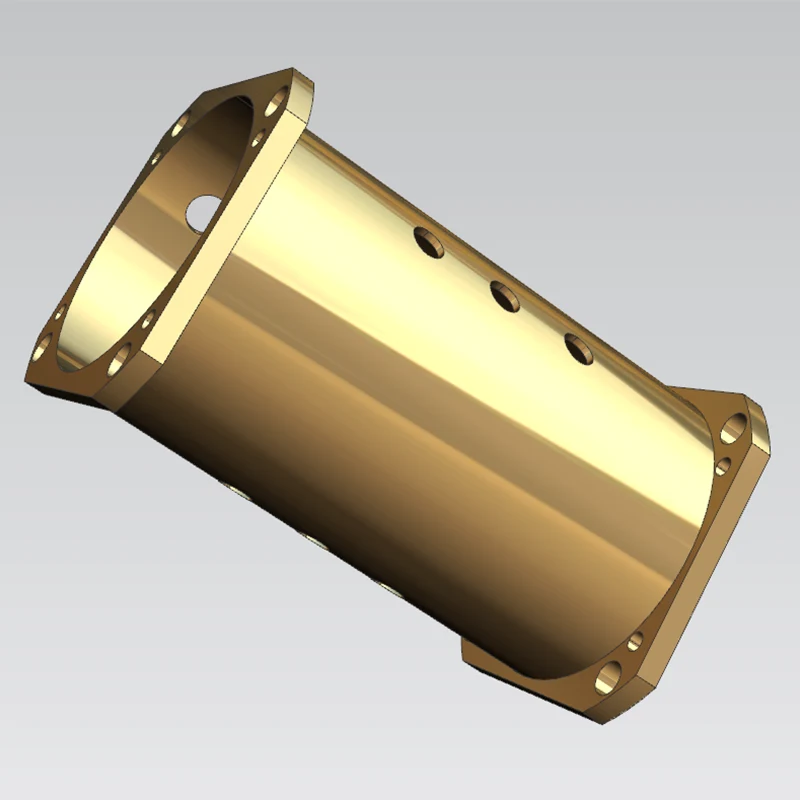
वर्कपीस: 50-श्रृंखला औद्योगिक मोटरों के लिए रोटर माउंट
सामग्री: TC4 टाइटेनियम मिश्र धातु
अनुप्रयोग: औद्योगिक मोटरों के भीतर एक कोर लोड-बेयरिंग और मेटिंग घटक। उत्पाद को वैकल्पिक भार के तहत संरचनात्मक हल्के वजन और उच्च शक्ति के लिए दोहरी आवश्यकताओं को पूरा करना होगा, जिसके लिए ज्यामितीय और आयामी सहनशीलता पर बेहद सख्त नियंत्रण की आवश्यकता होती है।

ड्राइंग विशिष्टताएँ: क्रिटिकल मेटिंग आंतरिक बोर और बाहरी व्यास के बीच समाक्षीयता ≤0.02 मिमी होनी चाहिए; सभी अनिर्दिष्ट ज्यामितीय सहनशीलता को जीबी/टी 1184-एच मानक का अनुपालन करना होगा; एंड-फेस रनआउट और आंतरिक लोकेटिंग स्लॉट के सापेक्ष बाहरी प्रोफ़ाइल की स्थितिगत सटीकता के लिए भी सख्त नियंत्रण की आवश्यकता होती है।
अंतर्निहित सामग्री चुनौतियाँ: TC4 टाइटेनियम मिश्र धातु में बहुत कम तापीय चालकता और उच्च लचीलापन/कठोरता होती है, जिसके परिणामस्वरूप काटने के दौरान धीमी गति से गर्मी का अपव्यय होता है। इससे सामग्री उपकरण के आसंजन, वर्कपीस विक्षेपण (टूल पुश-ऑफ) और स्थानीय थर्मल विरूपण से ग्रस्त हो जाती है। पारंपरिक सीएनसी टर्निंग - कई सेटअपों की त्रुटियों और अपर्याप्त उपकरण कठोरता से बाधित - लगातार माइक्रोन-स्तरीय ज्यामितीय सहिष्णुता आवश्यकताओं को पूरा नहीं कर सकता है।
पिछले आउटसोर्सिंग मुद्दे: प्रारंभिक आपूर्तिकर्ता ने एक पारंपरिक टर्निंग प्रक्रिया का उपयोग किया जिसमें कई सेटअप शामिल थे; समाक्षीयता लगातार सहनशीलता से अधिक हो गई। असेंबली के बाद, मोटरों ने नो-लोड और लोडेड ऑपरेशन दोनों के दौरान अत्यधिक कंपन और शोर स्तर (डिज़ाइन थ्रेसहोल्ड को पार करना) प्रदर्शित किया, और बार-बार किया गया कार्य भागों को मानक तक लाने में विफल रहा।
3.1. क्लैम्पिंग प्रक्रिया अनुकूलन: एकीकृत डेटाम का उपयोग करके एकल-सेटअप विधि के पक्ष में बहु-सेटअप दृष्टिकोण को त्याग दिया। बाहरी व्यास, अंतिम चेहरा और मेटिंग आंतरिक बोर को एक ऑपरेशन में फिनिश-मशीन किया जाता है, जो कई सेटअपों के कारण होने वाली डेटम शिफ्ट त्रुटियों को पूरी तरह से समाप्त कर देता है।
3.2. रफ मशीनिंग भत्ता नियंत्रण: सभी महत्वपूर्ण संभोग सतहों के लिए 0.2 मिमी का एक समान परिष्करण भत्ता आरक्षित है। यह फिनिशिंग चरण के दौरान असमान स्टॉक के कारण होने वाले असंतुलित काटने वाले बलों को रोकता है और टूल पुश-ऑफ के जोखिम को भी कम करता है। 3.3. कटिंग कूलिंग और पैरामीटर मिलान: गर्मी को तेजी से खत्म करने और थर्मल विरूपण को दबाने के लिए पूरी प्रक्रिया में टीसी4 टाइटेनियम मिश्र धातु के लिए विशेष रूप से तैयार किए गए अत्यधिक दबाव वाले कटिंग तरल पदार्थ का उपयोग करके निरंतर स्प्रे कूलिंग का उपयोग किया जाता है। परिष्करण चरण के दौरान, विशेष काटने वाले पैरामीटर - कम गति और उच्च फ़ीड दरों की विशेषता - टाइटेनियम मिश्र धातुओं की लोचदार विक्षेपण विशेषता को कम करने के लिए उच्च-कठोरता, कंपन-डंपिंग टूलींग से मेल खाते हैं।
3.4. जटिल संरचनाओं की फिनिशिंग: चूंकि आंतरिक लोकेटिंग स्लॉट और माउंटिंग छेद एक ही टर्निंग ऑपरेशन के माध्यम से नहीं बनाए जा सकते हैं, बाद के प्रसंस्करण के लिए अनुकूलित लोकेटिंग फिक्स्चर का उपयोग किया जाता है; यह स्थिरता-प्रेरित दोहराव त्रुटियों को कम करता है और सुनिश्चित करता है कि डेटाम के सापेक्ष स्लॉट और आंतरिक छेद की स्थिति सटीकता विनिर्देशों को पूरा करती है।
व्यापक निरीक्षण उपकरण: समन्वय मापने की मशीन (सीएमएम) और उच्च परिशुद्धता गोलाई परीक्षक; महत्वपूर्ण आयामों का 100% निरीक्षण।
मापा परिशुद्धता डेटा: आंतरिक और बाहरी व्यास के बीच समाक्षीयता लगातार ≤0.01 मिमी है; एंड-फेस रनआउट ≤0.008 मिमी है। सभी रूप और स्थिति सहनशीलता, साथ ही आयामी सहनशीलता, इंजीनियरिंग ड्राइंग और जीबी/टी 1184-एच राष्ट्रीय मानक दोनों का अनुपालन करते हैं।
परियोजना प्रतिक्रिया: प्रोटोटाइप नमूने पहले प्रयास में ग्राहक के तृतीय-पक्ष स्वीकृति परीक्षण में उत्तीर्ण हुए। रोटर माउंट ने उत्कृष्ट असेंबली फिट का प्रदर्शन किया, और पूरी तरह से इकट्ठे मोटर के कंपन और ऑपरेटिंग शोर का स्तर डिजाइन मानकों पर वापस आ गया। बड़े पैमाने पर उत्पादित इकाइयां वर्तमान में क्षेत्र में स्थिर रूप से काम कर रही हैं; संरचनात्मक ताकत और हल्के वजन वाले मेट्रिक्स सभी उपयोग आवश्यकताओं को पूरा करते हैं, जिससे ग्राहक इसे उसी मॉडल के सभी बाद के ऑर्डर के लिए दीर्घकालिक आउटसोर्स अनुबंध के रूप में नामित कर सकते हैं।
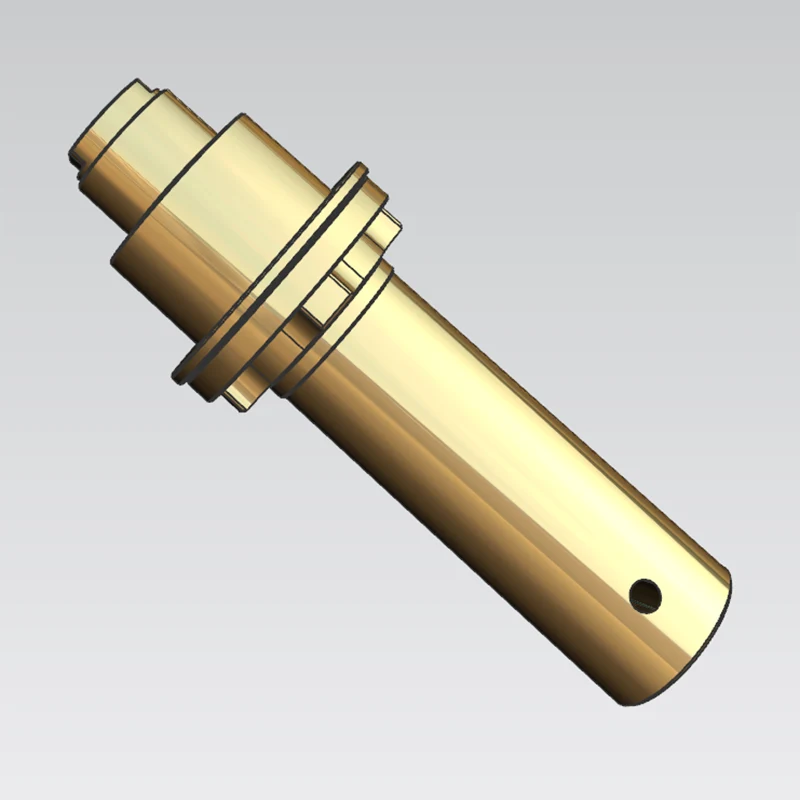
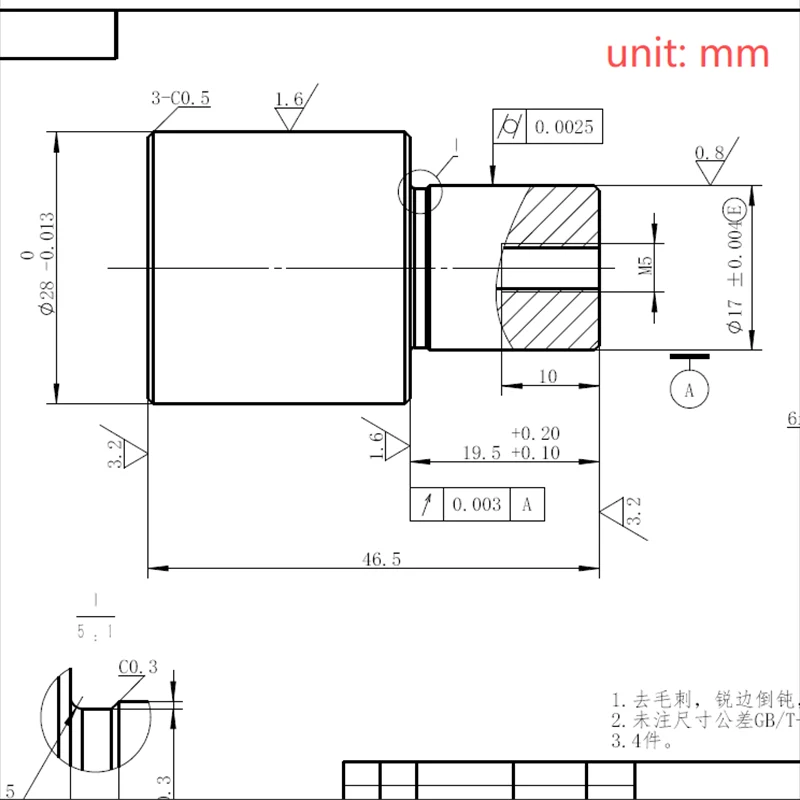
वर्कपीस: 70B श्रृंखला हाई-स्पीड औद्योगिक मोटर ड्राइव शाफ्ट।
कच्चा माल: बुझाया हुआ और टेम्पर्ड 40Cr स्टील; एचआरसी 32-36 की तैयार आधार कठोरता।
अनुप्रयोग परिदृश्य: उच्च गति घूर्णी बिजली उत्पादन के लिए कोर शाफ्ट घटक; लंबे समय तक, उच्च आवृत्ति, उच्च गति संचालन के अधीन, असाधारण थकान शक्ति, घूर्णी परिशुद्धता और गतिशील संतुलन प्रदर्शन की आवश्यकता होती है।
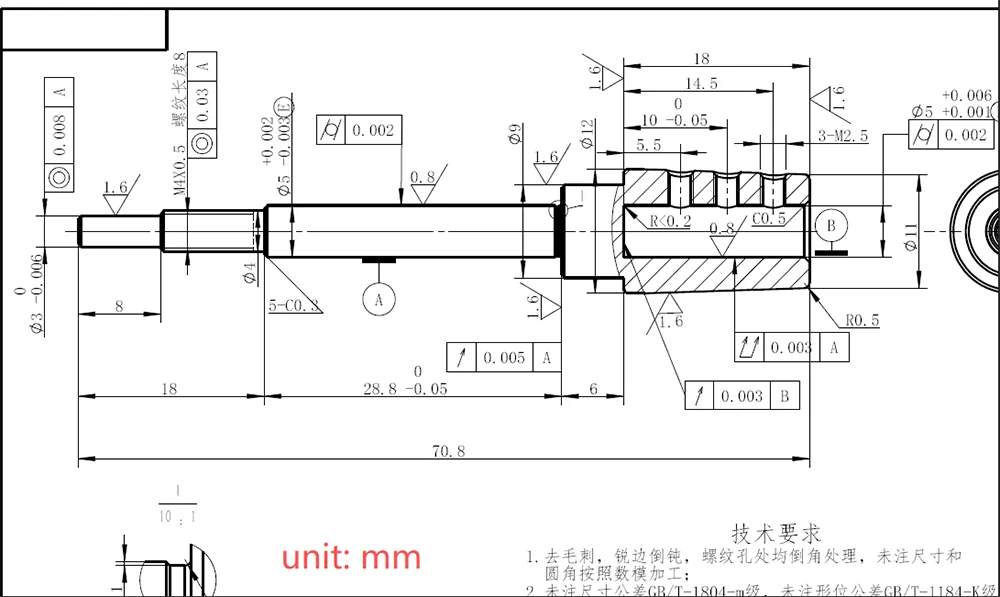
अनिवार्य परिशुद्धता विशिष्टताएँ: कई महत्वपूर्ण संभोग पत्रिकाओं की समाक्षीयता ≤0.01 मिमी; जर्नल एंड-फेस रनआउट ≤0.01 मिमी। इसके अतिरिक्त, जर्नल डेटाम के सापेक्ष एंड-फेस थ्रेडेड छेद और परिधीय कीवे के लिए स्थितीय सटीकता को नियंत्रित किया जाना चाहिए। प्रारंभिक सामग्री प्रसंस्करण में चुनौतियाँ: शमन और तड़के के बाद, 40Cr सब्सट्रेट कठोरता बढ़ जाती है, जिसके परिणामस्वरूप उच्च काटने का प्रतिरोध होता है और पारंपरिक कार्बाइड उपकरण तेजी से खराब हो जाते हैं; हाई-स्पीड कटिंग के दौरान, कटिंग स्ट्रेस और रेडियल टूल डिफ्लेक्शन के कारण शाफ्ट में विरूपण होने का खतरा होता है, जिससे घूर्णी सटीकता का नुकसान होता है।
ग्राहक की पिछली आउटसोर्स प्रोसेसिंग के साथ समस्याएँ: पूर्व आपूर्तिकर्ता ने खंडित मोड़ और एकाधिक क्लैंपिंग सेटअप का उपयोग किया, जिसके परिणामस्वरूप लगातार अत्यधिक जर्नल समाक्षीय त्रुटियाँ और गतिशील संतुलन मानकों को पूरा करने में विफलता हुई; हाई-स्पीड ऑपरेशन के दौरान मोटर हिंसक रूप से कंपन करती थी, और बार-बार दोबारा काम करने से तनाव-प्रेरित विरूपण और क्लैंपिंग त्रुटियों से संबंधित मुद्दों को हल करने में विफल रहा।
3.1. एकीकृत क्लैम्पिंग और मशीनिंग: एकीकृत डेटाम का उपयोग करके एक एकल क्लैंपिंग सेटअप मल्टी-स्टेप बेलनाकार सतहों और मेटिंग अंतिम चेहरों की एक साथ मशीनिंग की अनुमति देता है, जो खंडित प्रसंस्करण में असंगत डेटाम के कारण होने वाली समस्याओं को खत्म करता है।
3.2. मशीनिंग भत्ता और चिप निकासी का अनुकूलन: महत्वपूर्ण पत्रिकाओं की रफ मशीनिंग के दौरान एक समान 0.3 मिमी फिनिशिंग भत्ता आरक्षित है; वास्तविक समय में काटने वाले क्षेत्र को फ्लश करने के लिए एक उच्च दबाव वाली आंतरिक शीतलन प्रणाली को नियोजित किया जाता है, साथ ही भाग को ठंडा किया जाता है और चिप्स को निकाला जाता है, जिससे द्वितीयक सतह खरोंच को रोका जा सकता है और थर्मल विरूपण को कम किया जा सकता है।
3.3. फिनिशिंग रणनीति: अल्ट्रा-फाइन-ग्रेन्ड, उच्च-कठोरता वाले कार्बाइड टूल का चयन किया जाता है, और आंतरिक कटिंग तनाव को धीरे-धीरे मुक्त करने और रेडियल टूल विक्षेपण को नियंत्रित करने के लिए एक प्रगतिशील परत-कमी काटने की प्रक्रिया का उपयोग किया जाता है, जो लंबे शाफ्ट घटकों के लिए दीर्घकालिक आयामी स्थिरता सुनिश्चित करता है।
3.4. सहायक सुविधाओं की फिनिशिंग: अंतिम चेहरों और परिधीय कीवेज़ पर थ्रेडेड छेद को जर्नल के घूर्णी डेटाम के साथ संरेखित विशेष समाक्षीय पोजिशनिंग फिक्स्चर का उपयोग करके मशीनीकृत किया जाता है, जिससे यह सुनिश्चित होता है कि इन सुविधाओं की स्थिति सटीकता ड्राइंग सहनशीलता को पूरा करती है।
व्यापक निरीक्षण उपकरण: समन्वय मापने की मशीन (सीएमएम), उच्च परिशुद्धता गोलाई परीक्षक, और गतिशील संतुलन परीक्षक; आयाम और गतिशील संतुलन दोनों को कवर करते हुए दोहरा पूर्ण-स्तरीय निरीक्षण। मापा गया सटीक डेटा: मल्टी-स्टेज जर्नल समाक्षीयता लगातार ≤0.008 मिमी है, और अक्षीय रनआउट ≤0.005 मिमी है; सभी ज्यामितीय और स्थितीय सहनशीलताएं विशिष्टताओं को पूरा करती हैं, और रोटर शाफ्ट पुन: संतुलन की आवश्यकता के बिना प्रारंभिक गतिशील संतुलन परीक्षण पास करता है।
परियोजना कार्यान्वयन प्रतिक्रिया: प्रोटोटाइप ने पहले प्रयास में स्वीकृति निरीक्षण पारित किया, और उच्च गति संचालन के दौरान कंपन और शोर का स्तर औद्योगिक मोटर्स के लिए राष्ट्रीय मानकों का अनुपालन करता है; बैच-निर्मित शाफ्ट ऑपरेशन के दौरान कोई तनाव-प्रेरित विकृति या असामान्य टूट-फूट नहीं दिखाते हैं, ताकत और घूर्णी स्थिरता दीर्घकालिक सेवा आवश्यकताओं को पूरा करती है, जिससे ग्राहक के साथ दीर्घकालिक आउटसोर्सिंग साझेदारी होती है।
पता
गुआंगमिंग जिला, शेन्ज़ेन शहर, गुआंग्डोंग प्रांत, चीन
टेलीफोन
ईमेल









