


हमारी मिल टर्न मशीनिंग टर्निंग और मिलिंग प्रक्रियाओं को एकीकृत करती है। टर्निंग में वर्कपीस को घुमाना शामिल है जबकि उपकरण बाहरी व्यास, आंतरिक छिद्र, अंतिम चेहरे और धागे को काटने के लिए फ़ीड करता है; यह 5-800 मिमी के व्यास, IT7-IT9 के सटीक ग्रेड और Ra 0.8-6.3 μm की सतह खुरदरापन वाले घूर्णी भागों के लिए उपयुक्त है। मिलिंग में एक घूमने वाला उपकरण शामिल होता है जो विमानों, स्लॉट्स और आकृतियों को काटता है; यह वर्गाकार या अनियमित आकार के हिस्सों के लिए उपयुक्त है, जिसमें 50-1000 मिमी की मिलिंग चौड़ाई, ±0.02-0.1 मिमी की सटीकता और रा 1.6-6.3 μm की सतह खुरदरापन है।
संयुक्त प्रक्रिया - चाहे टर्निंग के बाद मिलिंग हो, मिलिंग के बाद टर्निंग हो, या दोनों के बीच बारी-बारी से - मशीन के विमानों, स्लॉट्स और छेदों में सांद्रता और मिलिंग सुनिश्चित करने के लिए टर्निंग का लाभ उठाती है, जिसके परिणामस्वरूप जटिल भागों के लिए उच्च परिशुद्धता और दक्षता प्राप्त होती है।
|
आयामी सटीकता |
आयुध डिपो |
पहचान |
टी(सी) |
डी पी |
श |
|
इकाई:±/मिमी |
0.002 |
0.002 |
0.002 |
0.002 |
0.005 |
|
ज्यामितीय सटीकता |
गोलाई |
समाक्षीयता |
सीधा |
बेलनाकारता |
एकत्रीकरण |
|
इकाई:±/मिमी |
0.002 |
0.004 |
0.002 |
0.004 |
0.004 |
|
उत्पादन क्षमता |
1~999999 पीसी |
1~999999 पीसी |
1~999999 पीसी |
1~999999 पीसी |
1~999999 पीसी |
|
उत्पादन चक्र |
3-20 दिन |
3-20 दिन |
3-20 दिन |
3-20 दिन |
3-20 दिन |
सुसज्जित निरीक्षण उपकरणों और माप उपकरणों में शामिल हैं: सीएमएम, दृष्टि मापने प्रणाली, प्रोफ़ाइल प्रोजेक्टर, लेजर व्यास गेज, लेजर इंटरफेरोमीटर, सतह खुरदरापन परीक्षक, गोलाई परीक्षक, टूलमेकर के माइक्रोस्कोप, स्टीरियो माइक्रोस्कोप, माइक्रोमीटर, पिन गेज, डायल संकेतक, उच्च-सटीक माइक्रोमीटर, इलेक्ट्रॉनिक ऊंचाई गेज, कैलीपर्स, गेज ब्लॉक, कठोरता परीक्षक और थ्रेड गेज।
सानलुओ प्रिसिजन की मिल टर्न मशीनिंग क्षमताएं महत्वपूर्ण लाभ प्रदान करती हैं: पूरक कार्य (टर्निंग घूर्णी सतहों को सूट करता है; मिलिंग फ्लैट और जटिल आकार को सूट करता है; संयोजन शाफ्ट, डिस्क, हाउसिंग और इम्पेलर्स सहित मशीन योग्य भागों की सीमा का विस्तार करता है); बढ़ी हुई परिशुद्धता (मोड़ने से संकेंद्रितता और गोलाई सुनिश्चित होती है; मिलिंग से समतलता और लंबवतता सुनिश्चित होती है; संयोजन उच्च ज्यामितीय सहनशीलता सटीकता प्राप्त करता है, जैसे 0.02 मिमी संकेंद्रितता और 0.03 मिमी लंबवतता); बढ़ी हुई दक्षता (रफ और फिनिश टर्निंग/मिलिंग का अनुकूलित अनुक्रम सटीकता सुनिश्चित करते हुए तेजी से सामग्री हटाने की अनुमति देता है, दक्षता को 30% -50% तक बढ़ाता है); बेहतर सतह गुणवत्ता (मोड़ने से Ra 0.8-3.2μm प्राप्त होता है और मिलिंग Ra 1.6-6.3μm प्राप्त होता है, जिसके परिणामस्वरूप चिकनी फिनिश प्राप्त होती है); लागत में कमी (कम प्रक्रिया चरण; एक एकल मल्टीटास्किंग मशीन को कई स्टैंडअलोन मशीनों की तुलना में कम निवेश और फर्श की जगह की आवश्यकता होती है); और उच्च अनुकूलनशीलता (एकल-टुकड़ा या छोटे-बैच उत्पादन के लिए लचीला, फिर भी बड़े पैमाने पर उत्पादन के लिए अत्यधिक कुशल)।
एक पेशेवर मिल टर्न मशीनिंग निर्माता के रूप में, सानलुओ प्रिसिजन व्यापक और विश्वसनीय सेवाएं प्रदान करता है। उपकरण विन्यास: टर्निंग उपकरण (30 सीएनसी खराद/टर्निंग सेंटर; व्यास φ10-800 मिमी; आईटी7 परिशुद्धता ग्रेड); मिलिंग उपकरण (20 ऊर्ध्वाधर/क्षैतिज मशीनिंग केंद्र; यात्रा 500-2000 मिमी; परिशुद्धता ±0.01 मिमी); मिल-टर्न उपकरण (10 माज़क/डीएमजी मोरी 5-अक्ष मिल-टर्न केंद्र जो एकल-सेटअप मशीनिंग का समर्थन करते हैं); निरीक्षण उपकरण (सीएमएम, गोलाई परीक्षक, खुरदरापन परीक्षक, और पूर्ण-आयाम निरीक्षण के लिए 0.003 मिमी परिशुद्धता के साथ दृष्टि मापने की प्रणाली); तकनीकी टीम (20 प्रोसेस इंजीनियर, 30 प्रोग्रामर, 50 तकनीशियन); ISO9001 प्रणाली (प्रथम-लेख निरीक्षण, इन-प्रोसेस गश्ती निरीक्षण, अंतिम उत्पाद पूर्ण निरीक्षण; 99% पास दर)। कंपनी वैश्विक ग्राहकों को पेशेवर, अनुकूलित मिल टर्न मशीनिंग सेवाएं प्रदान करती है।
|
पैरामीटर श्रेणी |
पैरामीटर विवरण |
|
उपकरण मॉडल |
842 शृंखला |
|
ब्रांड |
शाउब्लिन |
|
कोर पोजिशनिंग |
जटिल अनुप्रयोगों के लिए उच्च परिशुद्धता वाली मशीन, हार्ड टर्निंग के लिए भी उपयुक्त |
|
अक्ष विन्यास |
Y-अक्ष और अधिकतम 7 प्रक्षेप अक्षों के साथ विन्यास योग्य |
|
धुरी सटीकता |
स्पिंडल में 0.5 माइक्रोमीटर से कम की असाधारण ज्यामितीय सटीकता होती है |
|
मशीनिंग क्षमता |
अधिकतम मोड़ व्यास: 360 मिमी; अधिकतम मोड़ लंबाई: 398 मिमी |
|
बुर्ज प्रणाली |
16 स्टेशनों के साथ उच्च परिशुद्धता रेडियल बुर्ज VDI30 |
|
वैकल्पिक विन्यास |
उप-स्पिंडल और दूसरा बुर्ज विकल्प के रूप में उपलब्ध हैं |
|
सीएनसी प्रणाली |
FANUC प्रणाली |
|
विशिष्ट अनुप्रयोग |
सटीक मिल टर्न मशीनिंग पार्ट्स, आदि |
|
पैरामीटर श्रेणी |
पैरामीटर विवरण |
|
उपकरण मॉडल |
इंडेक्स एमएस16-6 प्लस |
|
कोर पोजिशनिंग |
बहु-अक्ष उच्च दक्षता और बहु-कार्यात्मक मशीनिंग |
|
कुल्हाड़ियों और स्पिंडल की संख्या |
6 कार्यशील स्पिंडल और 2 सिंक्रोनस स्पिंडल |
|
मशीनिंग क्षमता |
बार व्यास: 16 मिमी (प्लस संस्करण के लिए 22 मिमी) |
|
धुरी प्रणाली |
अधिकतम गति: 10,000 आरपीएम; अधिकतम शक्ति: 15 किलोवाट; अधिकतम टॉर्क: 18 एनएम |
|
टूल पोस्ट सिस्टम |
12 टूल पोस्ट तक |
|
मूलभूत प्रकार्य |
बहुभुज मोड़, मिलिंग, क्रॉस होल डिबरिंग और अन्य मशीनिंग प्रौद्योगिकियों का समर्थन करता है |
|
सीएनसी प्रणाली |
सीमेंस S840D sl पर आधारित iXpanel ऑपरेटिंग सिस्टम |
|
मुख्य लाभ |
लघु उपकरण परिवर्तन समय, शक्तिशाली प्रदर्शन और लघु सहायक समय; दोहरी तीन-अक्ष मशीनिंग में सक्षम |
|
विशिष्ट अनुप्रयोग |
सटीक मिल टर्न मशीनिंग पार्ट्स, आदि |




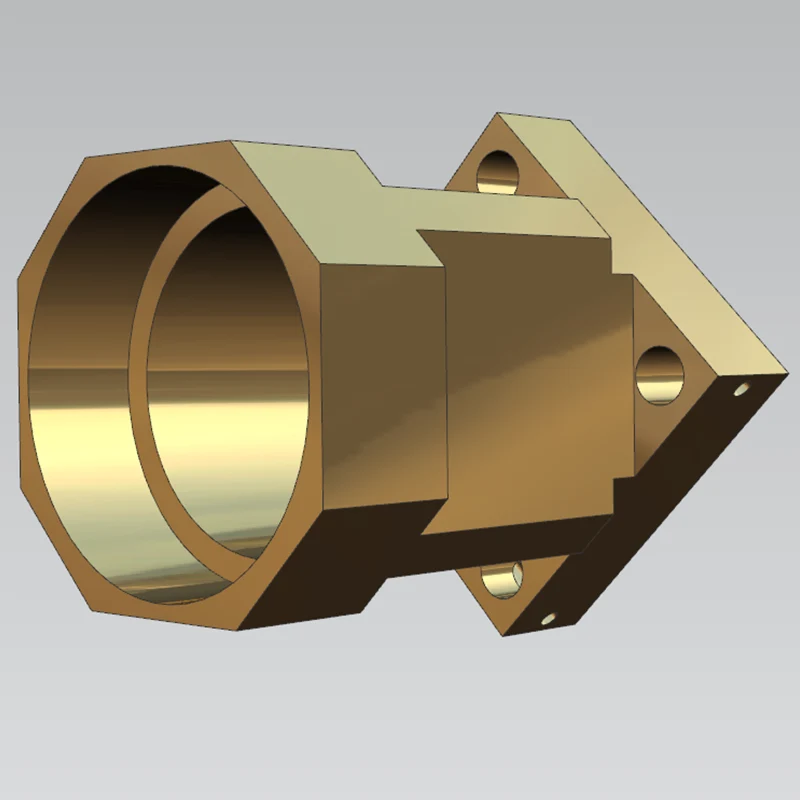
यह उत्पाद शंघाई में एक चिकित्सा प्रौद्योगिकी उद्यम के लिए अनुकूलित एक मुख्य घटक है। 316L स्टेनलेस स्टील से निर्मित, इसका उपयोग प्रत्यारोपण योग्य चिकित्सा उपकरणों में किया जाता है। उत्पाद संक्षारण प्रतिरोध, सतह की गुणवत्ता और विभिन्न ज्यामितीय आयाम और सहनशीलता (जीडी एंड टी) आवश्यकताओं के संबंध में सख्त चिकित्सा उद्योग मानकों का पालन करता है।
ग्राहक ने महत्वपूर्ण तकनीकी आवश्यकताओं को निर्दिष्ट किया: आंतरिक बोर और बाहरी व्यास के बीच समाक्षीयता, अक्षीय रनआउट, और बाहरी समोच्च सतह की आयामी सटीकता। मुख्य संभोग सतहों को 0.01 मिमी के भीतर समाक्षीयता सहिष्णुता नियंत्रण और रा ≤ 0.8 की बाहरी सतह खुरदरापन की आवश्यकता होती है। तैयार वर्कपीस को गड़गड़ाहट और खरोंच से मुक्त होना चाहिए, जो पूरी तरह से मेडिकल-ग्रेड सतह विनिर्देशों का अनुपालन करता हो। 316L स्टेनलेस स्टील की उच्च लचीलापन के कारण - जो इसे उपकरण के आसंजन और विक्षेपण के लिए प्रवण बनाता है - पारंपरिक अलग-अलग मोड़ और मिलिंग प्रक्रियाएं एक साथ सतह की सटीकता और स्थितिगत सहनशीलता की गारंटी नहीं दे सकती हैं। नतीजतन, ग्राहक ने मिल टर्न मशीनिंग तकनीक के उपयोग को निर्दिष्ट किया।
इन मशीनिंग चुनौतियों का समाधान करने के लिए, हमने एकीकृत प्रसंस्करण के लिए एक मिल-टर्न सेंटर का उपयोग किया, जो बाहरी व्यास, आंतरिक बोर, समोच्च सतह और साइड स्लॉट सहित सभी कार्यों को एक ही सेटअप में पूरा करता है। रफ मशीनिंग चरण के दौरान, महत्वपूर्ण सतहों पर 0.2 मिमी मशीनिंग भत्ता छोड़ दिया जाता है, और चिप्स को लगातार दूर करने के लिए एक उच्च दबाव शीतलन प्रणाली को नियोजित किया जाता है, जो प्रभावी रूप से स्टेनलेस स्टील को काटने वाले उपकरण से चिपकने से रोकता है। परिष्करण चरण के लिए, कम गति, उच्च-फ़ीड मापदंडों के साथ विशेष रूप वाले उपकरणों का उपयोग किया जाता है; उपकरण विक्षेपण पर सटीक नियंत्रण घुमावदार प्रोफ़ाइल की सटीकता सुनिश्चित करता है, जबकि साइड स्लॉट की एक साथ मशीनिंग पुन: क्लैंपिंग से जुड़ी त्रुटियों को समाप्त करती है।
पूरा होने पर, हम एक समन्वय मापने वाली मशीन (सीएमएम) और एक सतह खुरदरापन परीक्षक का उपयोग करके सभी महत्वपूर्ण आयामों और विशिष्टताओं का व्यापक निरीक्षण करते हैं। मापे गए परिणाम दिखाते हैं कि समाक्षीयता लगातार 0.03 मिमी के भीतर नियंत्रित होती है, अक्षीय रनआउट 0.01 मिमी से अधिक नहीं है, और सतह खुरदरापन Ra0.8 तक पहुंचता है - सभी ड्राइंग विनिर्देशों को पूरा करते हैं। उत्पाद ने पहले प्रयास में स्वीकृति निरीक्षण पास कर लिया, आसानी से इकट्ठा हो गया, और चिकित्सा उपकरणों के लिए आवश्यक सभी स्वच्छता और सटीक मानकों को पूरा किया।
ग्राहक के पिछले आपूर्तिकर्ता ने मल्टी-स्टेज मशीनिंग प्रक्रिया का उपयोग किया था; बार-बार क्लैम्पिंग के कारण घुमावदार प्रोफ़ाइल में विचलन और असेंबली के दौरान हस्तक्षेप की समस्याएँ हुईं - ऐसी समस्याएँ जिन्हें कई पुन: कार्य प्रयासों के बावजूद पूरी तरह से हल नहीं किया जा सका। हमारी टर्न-मिल कंपोजिट मशीनिंग प्रक्रिया ने इस चुनौती पर सफलतापूर्वक काबू पाते हुए स्रोत पर क्लैंपिंग त्रुटियों को समाप्त कर दिया। मोटर एंड कैप का यह बैच वर्तमान में इम्प्लांटेबल चिकित्सा उपकरणों में स्थिर रूप से काम कर रहा है; संक्षारण प्रतिरोध और परिचालन प्रदर्शन दोनों ही ग्राहक की अपेक्षाओं को पूरा करते हैं। परिणामी दीर्घकालिक साझेदारी उच्च परिशुद्धता, मेडिकल-ग्रेड स्टेनलेस स्टील घटकों के लिए टर्न-मिल मिश्रित मशीनिंग के असाधारण मूल्य को पूरी तरह से प्रदर्शित करती है।
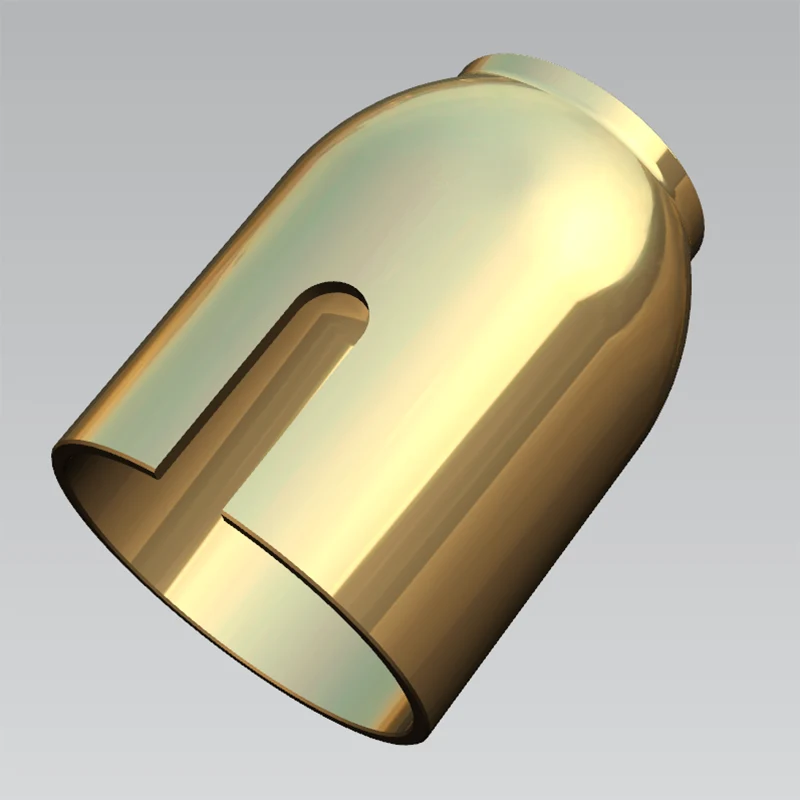
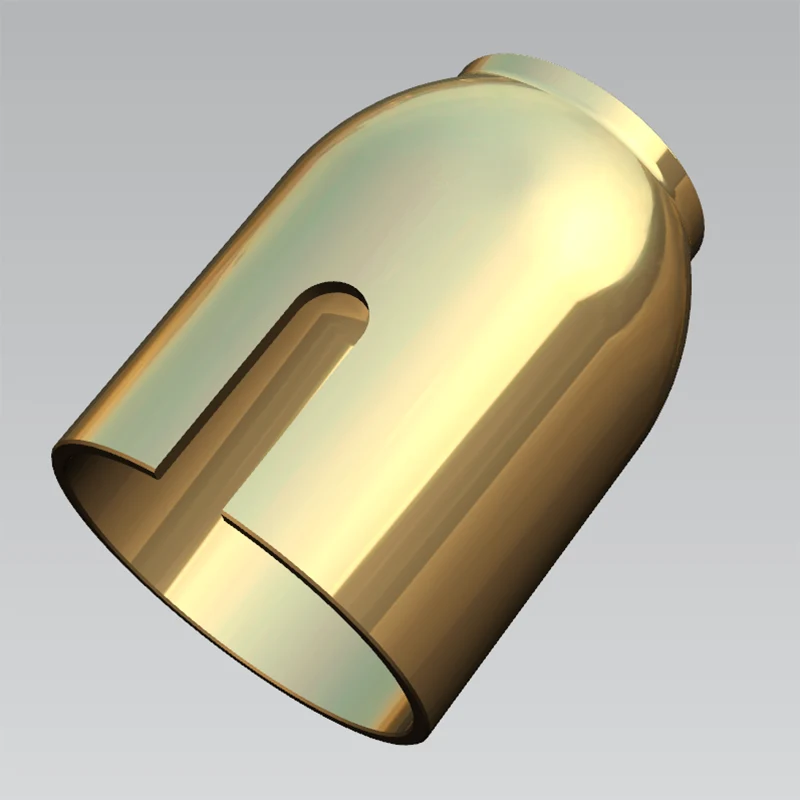
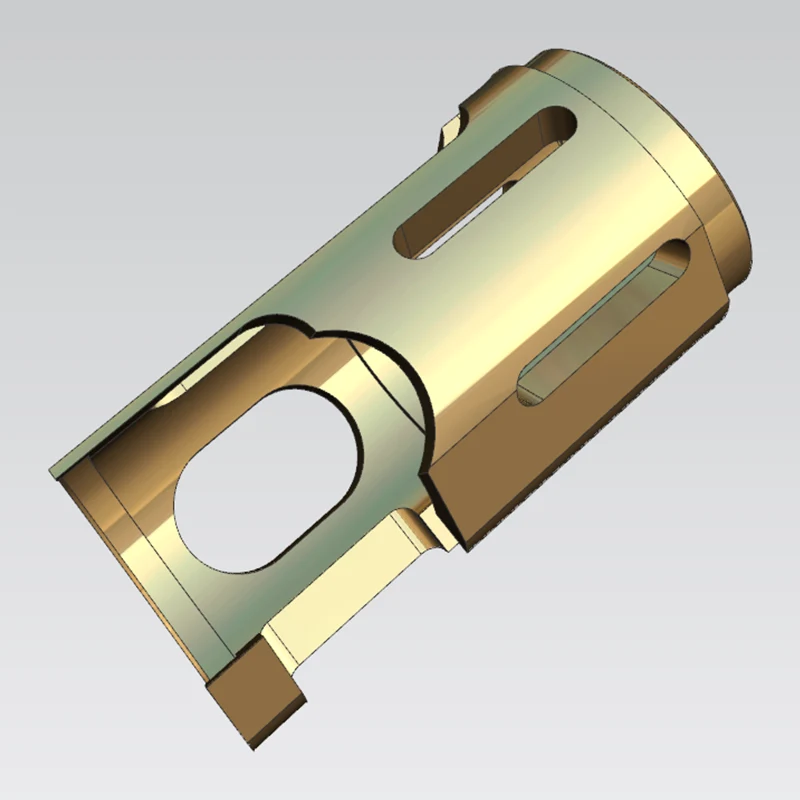
यह स्टेनलेस स्टील स्लीव बॉश स्वचालन उपकरण के लिए मुख्य मार्गदर्शक घटक के रूप में कार्य करता है। स्टेनलेस स्टील से बना और सटीक ट्रांसमिशन तंत्र में उपयोग किया जाता है, यह समाक्षीयता, स्थितिगत सटीकता और सतह की गुणवत्ता के लिए अत्यधिक उच्च मानकों की मांग करता है।
प्रमुख ग्राहक निरीक्षण मानकों में शामिल हैं: आंतरिक बोर और बाहरी व्यास के बीच समाक्षीयता, अक्षीय रनआउट, और लंबे साइड स्लॉट की स्थितिगत सटीकता और छेद का पता लगाना। ड्राइंग विनिर्देशों में बाहरी व्यास और आंतरिक बोर की गोलाई और बेलनाकारता पर सख्त सीमाओं के साथ-साथ महत्वपूर्ण संभोग सतहों के लिए 0.05 मिमी के भीतर समाक्षीयता सहिष्णुता की आवश्यकता होती है। सभी बाहरी किनारों को डिबर्ड और रेडियस किया जाना चाहिए, और वर्कपीस की सतह खरोंच या गड़गड़ाहट से मुक्त होनी चाहिए। मशीनिंग के दौरान स्टेनलेस स्टील में आसंजन और उपकरण विक्षेपण का खतरा होता है; पारंपरिक मल्टी-स्टेज प्रसंस्करण एक साथ सख्त रूप, अभिविन्यास और स्थितिगत सहनशीलता को पूरा करने के लिए संघर्ष करता है। नतीजतन, ग्राहक ने टर्न-मिल समग्र मशीनिंग प्रक्रिया के उपयोग को निर्दिष्ट किया।
हमने "वन-स्टॉप" उत्पादन प्रक्रिया को प्राप्त करने के लिए एक टर्न-मिल मशीनिंग केंद्र का उपयोग किया, बाहरी व्यास, आंतरिक बोर, अंतिम चेहरे, साइड स्लॉट की मशीनिंग को पूरा किया और एक ही सेटअप में छेद का पता लगाया। रफ मशीनिंग के दौरान, महत्वपूर्ण क्षेत्रों के लिए 0.2 मिमी फिनिशिंग भत्ता आरक्षित किया गया था, और चिप्स को दूर करने और उपकरण को वर्कपीस से चिपकने से रोकने के लिए उच्च दबाव वाले शीतलक को लागू किया गया था। परिष्करण के लिए, हमने विशेष स्टेनलेस स्टील टूलींग का उपयोग किया और उपकरण विक्षेपण को सटीक रूप से नियंत्रित करने के लिए कटिंग मापदंडों को समायोजित किया; री-क्लैम्पिंग के कारण होने वाले सटीकता विचलन को खत्म करने के लिए साइड स्लॉट और लोकेटिंग छेद को एक साथ मशीनीकृत किया गया था।
तैयार भागों का एक समन्वय मापने वाली मशीन (सीएमएम) और एक सतह खुरदरापन परीक्षक का उपयोग करके व्यापक निरीक्षण किया गया। मापी गई समाक्षीयता 0.03 मिमी के भीतर स्थिर रही, एंड-फेस रनआउट को 0.01 मिमी के भीतर नियंत्रित किया गया, और सभी स्थितीय और आयामी सहनशीलता ब्लूप्रिंट विनिर्देशों को पूरा करती है। नमूने पहले प्रयास में निरीक्षण में उत्तीर्ण हुए; असेंबली निर्बाध थी, और उपकरण संचालन के दौरान कंपन और शोर का स्तर डिज़ाइन सीमा के भीतर अच्छी तरह से बना रहा।
पहले, मल्टी-स्टेज प्रसंस्करण के माध्यम से उत्पादित भागों में क्लैम्पिंग त्रुटियों के कारण समाक्षीयता और स्थितिगत सटीकता के मुद्दों का सामना करना पड़ता था, जिससे ऑपरेशन के दौरान बार-बार जाम और असामान्य शोर होता था - ऐसी समस्याएं जिन्हें बार-बार दोबारा काम करने से हल नहीं किया जा सका। टर्न-मिल समग्र प्रक्रिया ने क्लैम्पिंग त्रुटियों को मौलिक रूप से समाप्त कर दिया। आस्तीन का यह बैच अब स्वचालित उपकरणों के भीतर स्थिर, दीर्घकालिक उपयोग में है, जो परिचालन स्थिरता और फिट परिशुद्धता के लिए सभी आवश्यकताओं को पूरा करता है। बाद में उच्च-मात्रा वाले ऑर्डर हमें सौंपे जाते रहे, जिससे उच्च-स्तरीय औद्योगिक स्टेनलेस स्टील घटकों के लिए टर्न-मिल मिश्रित मशीनिंग के महत्वपूर्ण लाभों की पुष्टि हुई।
पता
गुआंगमिंग जिला, शेन्ज़ेन शहर, गुआंग्डोंग प्रांत, चीन
टेलीफोन
ईमेल









